
Manufacturing teams deal with the same pressure every day.
Machines need to run longer. Production lines need fewer stoppages. Quality issues need faster detection. Energy costs need better control. Managers need live visibility instead of waiting for end-of-shift reports.
This is where Industry 4.0 becomes important.
Industry 4.0 is changing how factories work by connecting machines, sensors, software, people, and data. It helps manufacturers move from manual monitoring and reactive decisions to real-time visibility, predictive insights, and smarter operations.
IoT plays a major role in this shift.
Without IoT, factories do not get live machine data. Without live data, advanced technologies like AI, predictive maintenance, automation, and digital twins have limited value. IoT gives Industry 4.0 the data foundation needed to build connected factories.
In this blog, you will learn What Industry 4.0 means, how IoT supports connected factories, how data moves from machines to dashboards, which Industry 4.0 technologies matter most and how manufacturers can start with a practical roadmap
The Evolution of Manufacturing
Manufacturing has gone through four major stages. Each stage changed how factories produced goods, managed labor, and improved output.
Industry 1.0: Steam and Mechanization
The first industrial revolution started with steam power and mechanical machines.
Before this stage, production depended heavily on human and animal labor. Steam-powered machines help factories produce goods faster and reduce manual effort.
Industry 2.0: Electricity and Mass Production
The second industrial revolution brought electricity, assembly lines, and mass production.
Factories became more organized and scalable. Products were made faster, processes became standardized, and production volume increased.
Industry 3.0: Computers and Automation
The third industrial revolution introduced computers, PLCs, robotics, and automated control systems.
Machines have become more efficient. Repetitive tasks became automated. Factory teams started using software and control systems to manage production better.
Industry 4.0: Connected and Intelligent Manufacturing
Industry 4.0 connects machines, sensors, cloud platforms, analytics tools, and business systems.
It helps factories collect real-time data, monitor equipment, predict failures, improve quality, reduce downtime, and make faster decisions.
This is why Industry 4.0 is also known as the 4th industrial revolution.
What Is Industry 4.0?

Industry 4.0 is the fourth industrial revolution. It uses IoT, automation, AI, edge computing, cloud platforms, robotics, and real-time data to build smarter manufacturing operations.
In simple words, Industry 4.0 helps factories connect machines, collect live data, monitor production, predict equipment issues, improve quality, and automate workflows.
IoT is one of the core technologies behind Industry 4.0. It connects machines and sensors so factories can collect the real-time data needed for monitoring, analytics, and automation.
Industry 4.0 has a few key characteristics.
Connectivity
Machines, sensors, PLCs, gateways, software platforms, and business systems are connected.
This helps data move across the factory instead of staying locked inside machines, spreadsheets, or separate systems.
Visibility
Teams get live visibility into machine status, production output, downtime, energy usage, quality metrics, and maintenance needs.
This helps operators, supervisors, and plant managers understand what is happening on the shop floor.
Automation
Factories use automation to reduce manual work and improve response time.
This includes automated alerts, maintenance of workflows, quality checks, reporting, and selected production actions.
Intelligence
AI, machine learning, and analytics help teams understand patterns in factory data.
They help answer important questions.
- Which machine is likely to fail?
- Which process is causing defects?
- Which line is consuming more energy?
- Which shift has more downtime?
Real-Time Decision Making
In traditional factories, teams often depend on manual reports and delayed updates.
Industry 4.0 gives teams live data so they can make faster and more informed decisions.
What You Need to Know
- Industry 4.0 helps factories move from manual monitoring to real-time decisions. IoT connects machines and sensors, giving teams live visibility into production, downtime, quality, and energy usage.
Industry 4.0 vs Industrial IoT: What Is the Difference?
Industry 4.0 and Industrial IoT are closely connected, but they are not the same.
| Industry 4.0 | Industrial IoT |
|---|---|
| Broader manufacturing transformation strategy | Technology layer inside Industry 4.0 |
| Focuses on connected, intelligent, and automated operations | Focuses on connected machines, sensors, gateways, and data |
| Includes IoT, AI, robotics, cloud, digital twins, cybersecurity, and analytics | Helps collect and transmit operational data |
| Covers factory, enterprise, supply chain, and business goals | Mainly supports visibility, monitoring, alerts, and automation |
The key takeaway is simple.
Industry 4.0 is the larger transformation strategy. Industrial IoT is the connectivity and data layer that makes this strategy possible.
Without IoT, factories do not get live machine data. Without an Industry 4.0 strategy, IoT remains limited to monitoring instead of driving wider operational improvement.
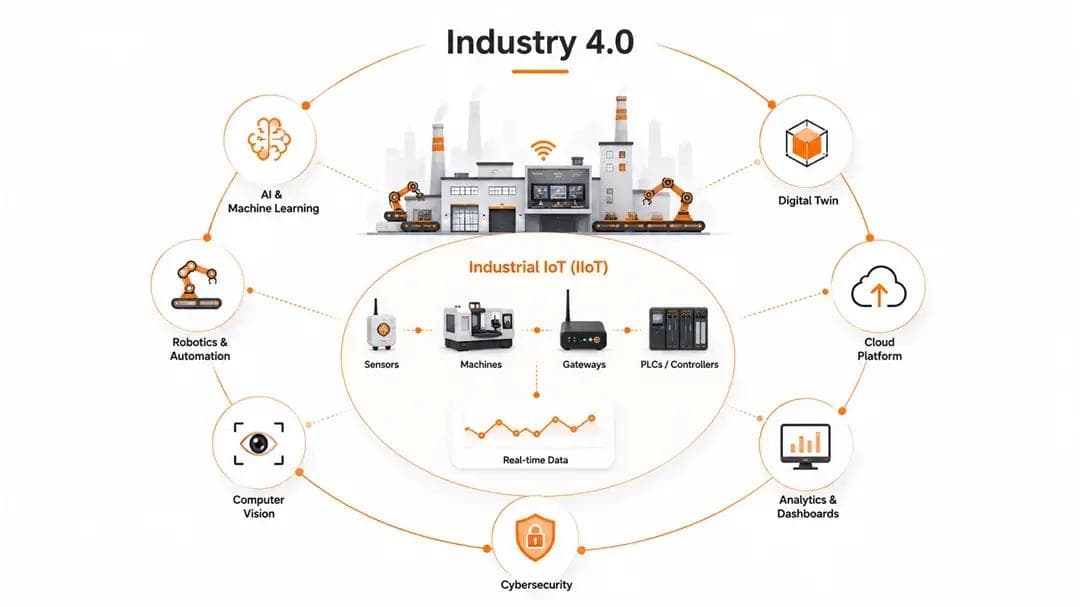
How Connected Factories Work in Industry 4.0
A connected factory works through a continuous data flow.
Machines generate data. Sensors capture it. Gateways process it. Cloud platforms store and analyze it. Dashboards show it to teams. Automation systems trigger actions when specific conditions are met.
This flow turns factory data into decisions.
Step 1: Data Collection
The process starts with machines, sensors, and industrial controllers.
Sensors collect data from machines and production environments. PLCs and control systems also share machine-level data.
This data includes:
- Temperature
- Pressure
- Vibration
- Runtime
- Energy consumption
- Cycle time
- Production count
- Machine speed
- Quality readings
- Downtime events
For example, a vibration sensor on a motor detects early signs of wear. An energy meter shows which machine is consuming more power. A temperature sensor alerts teams when a boiler or cold storage unit crosses safe limits.
Step 2: Connectivity
After data is collected, it needs to move from machines to digital systems.
This happens through industrial communication protocols and networks.
Common protocols include:
- MQTT
- OPC UA
- Modbus
- Ethernet/IP
- LoRaWAN
- Wi-Fi
- 5G
Each protocol has a different role.
Some protocols are used for machine communication. Some are better for lightweight IoT data transfer. Some work well for long-range wireless monitoring. Some support fast and reliable factory connectivity.
The right setup depends on machine type, factory layout, data volume, latency needs, and security requirements.
Step 3: Edge Computing
Not all factory data needs to go directly to the cloud.
In many connected factories, data is first processed at the edge. Edge gateways sit close to machines. They collect, clean, filter, and process data before sending it forward.
Edge computing helps factories reduce latency, lower cloud data load, and support local actions.
For example, if a machine's temperature crosses a safety limit, the edge system triggers an alert or action faster than a cloud-only system.
Step 4: Cloud Platform
The cloud stores and processes large volumes of factory data.
Cloud platforms help manufacturers manage historical data, analytics, dashboards, AI models, reports, and multi-site visibility.
A company with multiple plants uses cloud systems to compare production performance, downtime, energy usage, and machine health across locations.
Cloud platforms also help connect factory data with ERP, MES, maintenance systems, and mobile applications.
Step 5: Dashboards and Alerts
Dashboards turn raw data into useful information.
Operators see machine status. Maintenance teams see equipment health. Managers track production, downtime, OEE, energy usage, and quality trends.
Alerts help teams act faster.
Examples:
- A vibration alert warns about bearing failure.
- A temperature alert helps prevent overheating.
- An energy alert identifies abnormal power usage.
- A downtime alert notifies supervisors immediately.
- A quality alert flags process deviation.
This helps factories reduce delays and respond before problems become serious.
Step 6: Automation and Workflow Actions
Connected factories do not stop monitoring.
They also support automation.
When a rule or condition is triggered, the system acts.
Examples:
- Send a maintenance alert
- Create a service ticket
- Notify a supervisor
- Trigger a quality inspection
- Update ERP or MES data
- Stop a machine when safety limits are crossed
- Adjust process parameters
- Send reports to plant managers
This is where Industry 4.0 becomes powerful. Data moves from visibility to action.
Core Technologies Behind Industry 4.0
Industry 4.0 is not based on one technology. It brings multiple manufacturing 4.0 technologies together.
Industrial IoT
Industrial IoT connects machines, sensors, and systems. It provides real-time data for monitoring, analytics, and automation.
Artificial Intelligence
AI helps factories identify patterns, detect anomalies, predict failures, and support smarter decisions.
Machine Learning
Machine learning uses historical and live data to improve predictions over time. It is useful for predictive maintenance, quality control, and demand planning.
Edge Computing
Edge computing processes data near machines. It supports faster response, local decisions, and reduced cloud dependency.
Digital Twins
A digital twin is a digital model of a machine, production line, or process. It helps manufacturers monitor, simulate, and improve real-world operations.
Robotics
Robots automate repetitive, high-speed, and high-risk tasks. They improve consistency and reduce manual workload.
Computer Vision
Computer vision uses cameras and AI to inspect products, detect defects, monitor safety, and support quality control.
Cloud Computing
Cloud platforms store factory data, run analytics, connect multiple sites, and support scalable digital systems.
Cybersecurity
Cybersecurity protects connected machines, industrial networks, data, and applications. It is critical because connected factories have more digital entry points.
Big Data Analytics
Big data analytics turn production, maintenance, quality, and energy data into useful insights.
Together, these industry 4.0 technologies help manufacturers build smarter and more connected operations.
Benefits of Industry 4.0 for Manufacturers
Industry 4.0 delivers the most value when it is linked to real operational problems.
| Benefits | How It Helps |
|---|---|
| Reduced downtime | Teams detect problems early and plan maintenance before failures |
| Increased productivity | Live data helps remove bottlenecks and improve output |
| Better product quality | Sensors and analytics detect defects faster |
| Faster decision-making | Teams act on real-time data instead of manual reports |
| Lower maintenance costs | Predictive maintenance reduces emergency repairs |
| Better energy efficiency | Energy monitoring helps reduce waste |
| Improved visibility | Managers get plant-level and machine-level insights |
| Enhanced worker safety | Alerts and monitoring help reduce safety risks |
The biggest value of Industry 4.0 is not only automation.
It is visibility.
Once manufacturers see what is happening across machines, lines, and plants, they make better decisions.
Industry 4.0 Use Cases in Connected Factories
Industry 4.0 supports many practical use cases across factory operations.
Predictive Maintenance
Sensors track vibration, temperature, pressure, runtime, and other machine health data.
The system detects early warning signs and helps teams plan maintenance before breakdowns happen.
Production Monitoring
Factories track line performance, cycle time, output, downtime, bottlenecks, and OEE in real time.
This helps supervisors understand where production is slowing down.
Quality Control
Sensors, vision systems, and analytics help detect defects, process deviations, and quality issues faster.
This reduces rework, waste, and customer complaints.
Energy Management
Energy meters and dashboards show power consumption across machines, lines, shifts, and plants.
This helps manufacturers reduce waste and control energy costs.
Asset Tracking
Manufacturers track tools, raw materials, vehicles, machines, and finished goods using connected devices and location systems.
Worker Safety
Wearables, sensors, cameras, and alerts help detect unsafe conditions and improve safety responses.
Remote Equipment Monitoring
Machine builders and plant teams monitor assets across customer sites, remote plants, and distributed locations.
Smart Warehousing
Connected systems help track inventory movement, storage, picking, packing, and dispatch.
Supply Chain Visibility
Factory data connects with inventory, demand, procurement, and delivery systems. This helps teams plan better.
Autonomous Operations
With enough data, automation, and AI, factories reduce manual intervention in selected decisions and workflows.
Industry 4.0 Trends for 2026 and Beyond
Industry 4.0 will continue to grow as factories become more connected and data driven.
AIoT
AI and IoT will work together to turn connected data into smarter actions.
This helps factories move from monitoring to prediction and automation.
Edge AI
More intelligence will move closer to machines.
Edge AI helps factories respond faster without sending every data point to the cloud.
Digital Twins
Manufacturers will use digital twins to simulate machines, production lines, and processes before making real-world changes.
Private 5G
Factories will use private 5G networks for faster, more reliable, and low-latency industrial connectivity.
Autonomous Factories
Automation will move from fixed rules to AI-supported decisions.
This helps reduce manual effort in selected operations.
Sustainability and ESG
Energy monitoring, emissions tracking, waste reduction, and resource optimization will become stronger in Industry 4.0 use cases.
Human-Machine Collaboration
Industry 4.0 will not remove people from factories.
It will help workers with better tools, safer environments, and smarter decisions.
Final Thoughts
Industry 4.0 is not only about adding new technology to a factory.
It is about building connected, visible, and intelligent manufacturing operations.
IoT plays a key role because it connects machines and brings live data into the system. Once that data is available, manufacturers use dashboards, alerts, analytics, AI, automation, and digital twins to improve performance.
The best way to start is simple.
Pick one operational problem. Connect the right assets. Track the right data. Build clear dashboards. Measure the result. Then expand step by step.
Promeraki Developments helps industrial businesses build IoT-driven systems for connected assets, real-time monitoring, smart alerts, automation, and operational visibility. Whether you want to monitor machines, track energy usage, reduce downtime, or build a connected factory platform, the best starting point is one clear operational problem.
Build Your Connected Factory
Promeraki helps industrial businesses connect machines, monitor assets, automate alerts, and improve factory visibility with IoT-driven systems.
